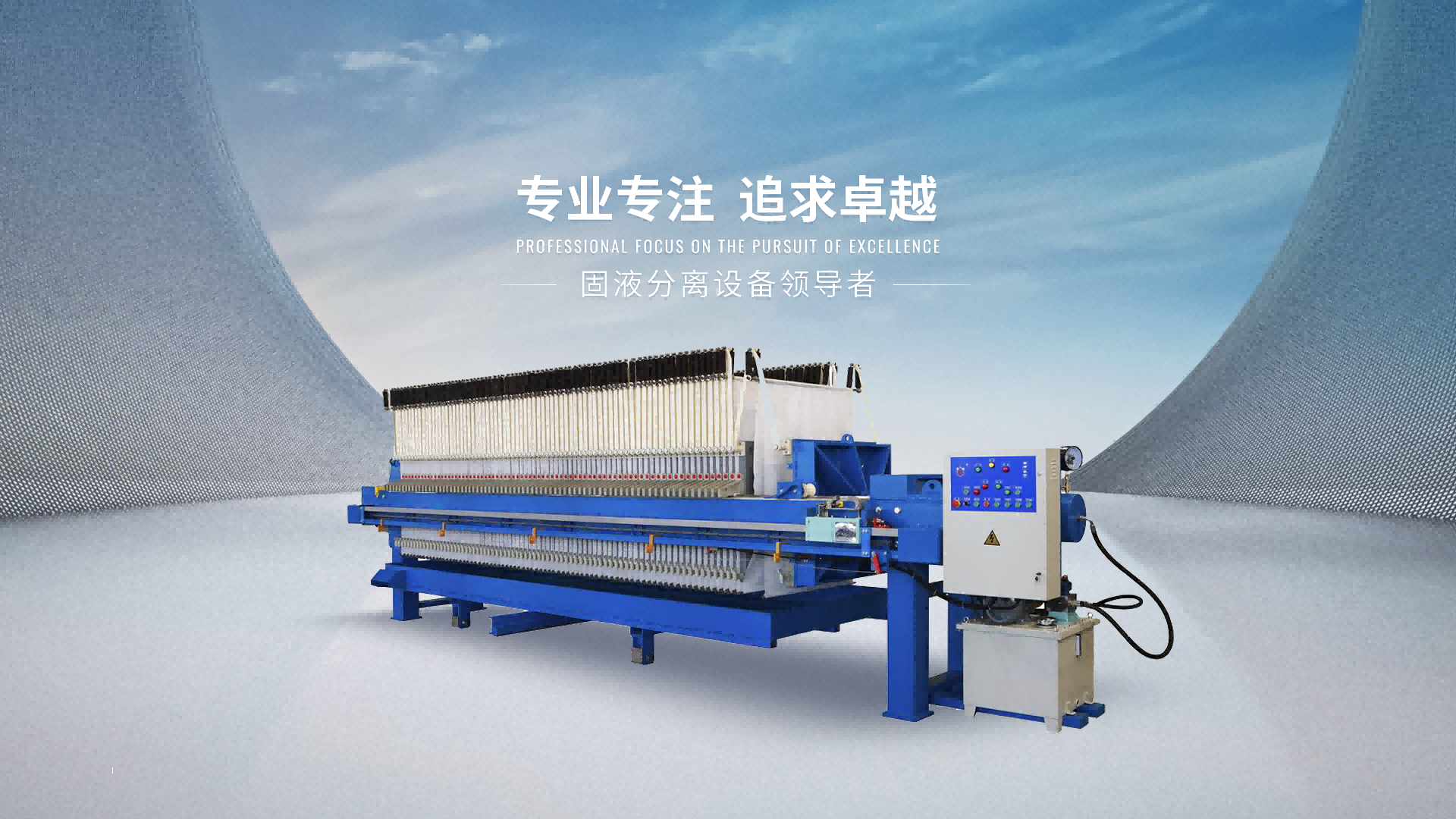
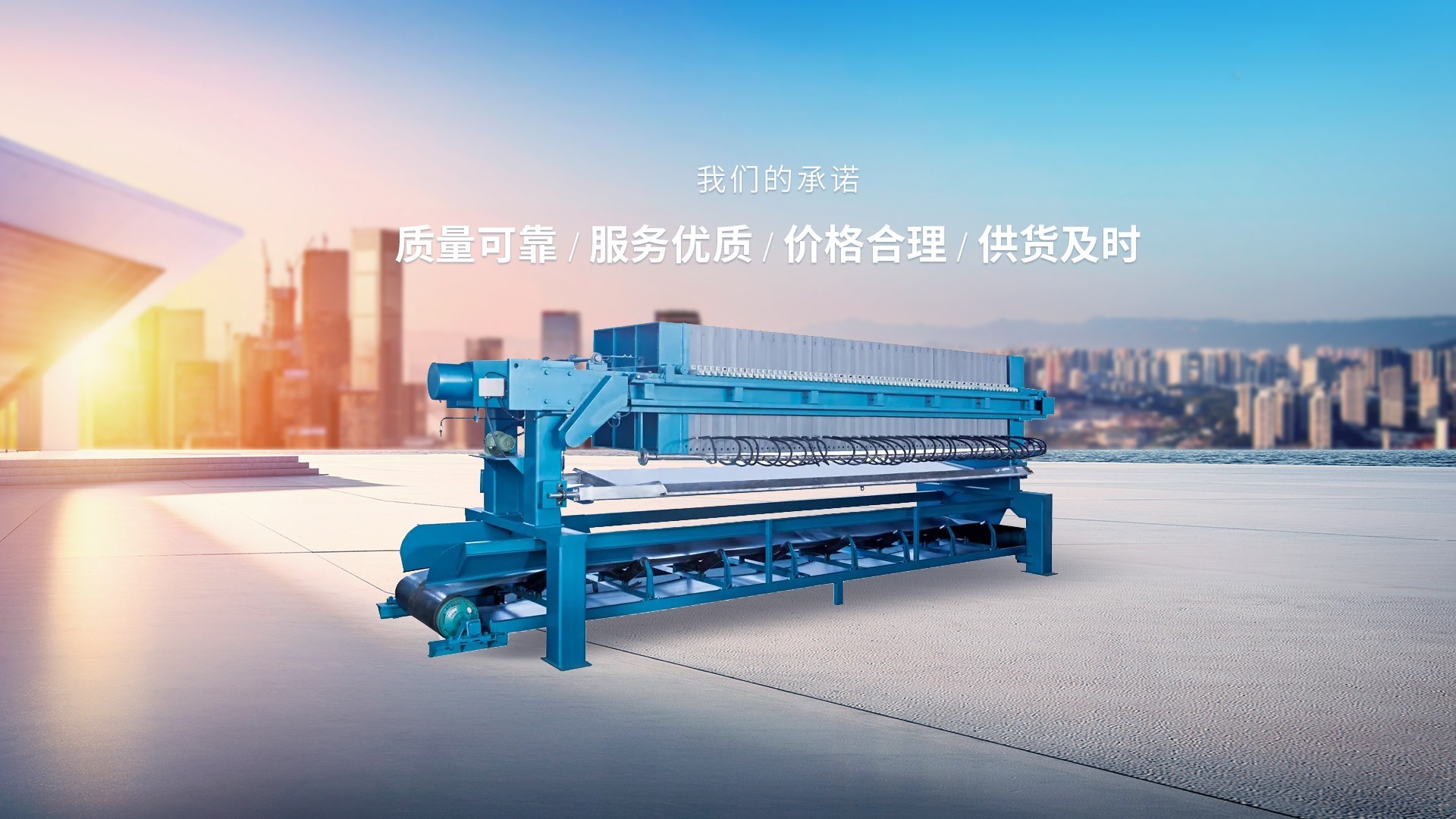

山东板框压滤机检查的6个方面
1.板框压滤机:一切正常后,按下滤板进行压滤。过滤压力和温度在规定的范围内。如果过滤压力过高,会导致泄漏。如果过滤温度过高,塑料滤板容易变形。加料时,悬浮液应浓度均匀。不得有杂物;卸饼后,滤布和滤板清洗干净,残渣不得粘在密封面或进料通道上,否则会影响进料的顺利进行和滤板的密封性能,导致滤板两侧压力不平衡,导致滤板变形损坏。
2.滤板数量少于规定数量时,禁止启动压滤机,以免损坏机器零件。进料前检查滤板的排列,滤布不能折叠,以防大量泄漏;卸饼后,滤板压紧,排列整齐。
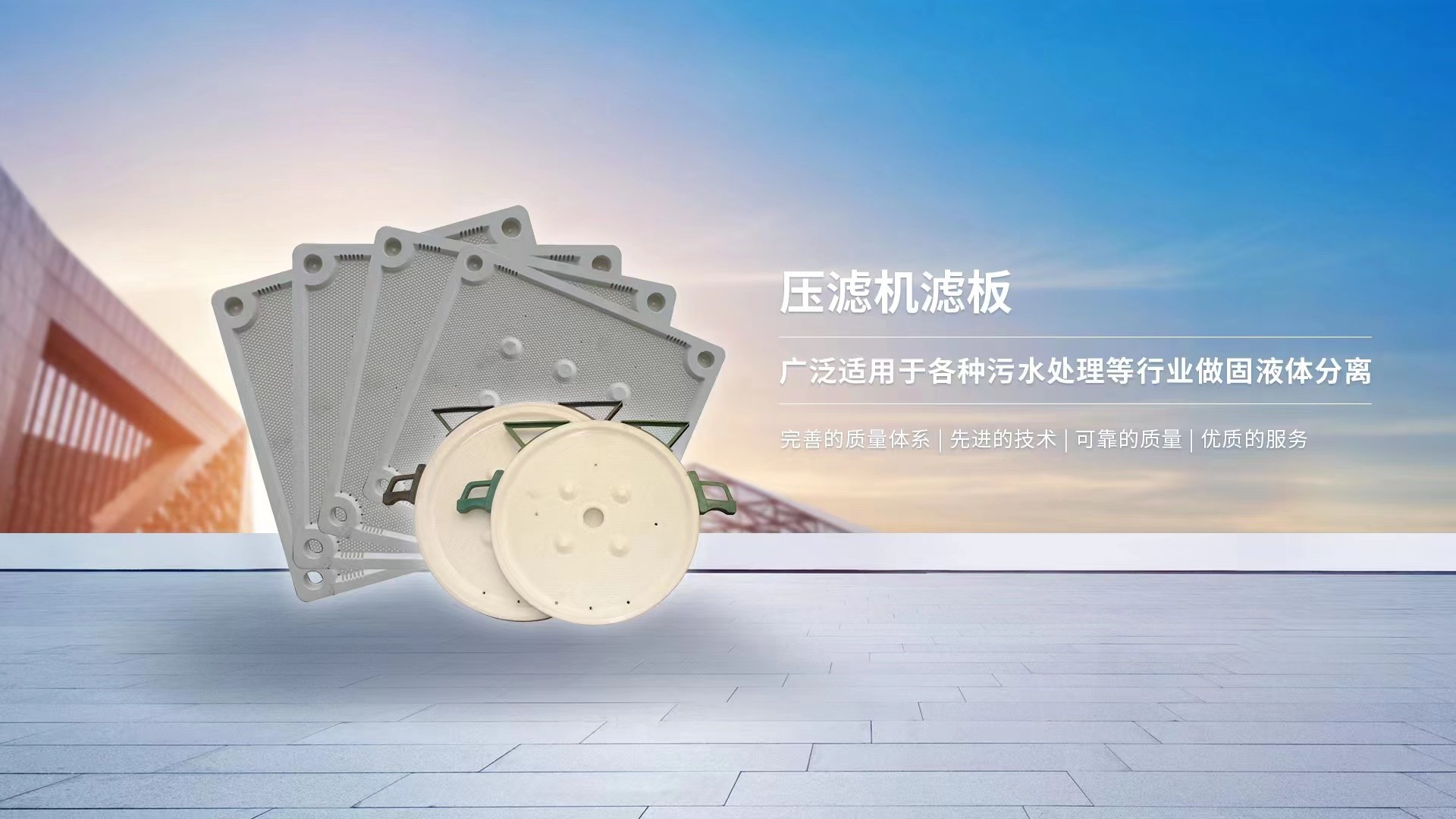
3.板框压滤机滤布的选择满足滤桨的过滤技术要求。在制作新的滤布之前,应将其收缩,开口直径应小于滤板的孔径。配过滤板时,分配孔应与板孔相对同心,进料孔应紧贴筒壁,否则会造成过滤不清、过滤率低、破布筒,达不到预期的过滤目的。
4.移动滤板时,力度应均匀适当,不允许碰撞或敲打,以免损坏密封面和过滤扳手。滤布使用一段时间后,会变硬,性能下降。所以要定期检查。如有变化影响过滤速度,可用相应低浓度的弱酸弱碱中和清洗滤布,使滤布恢复功能。如果不能恢复,应及时更换。
5.在板框压滤机压滤初期,带式压滤机的过滤器是浑浊的,滤布上形成滤饼时滤液会变得清澈。如果滤液已经浑浊或混合,可能是滤布损坏或布孔偏离板孔。此时,关闭阀门或停止进料,更换滤布。滤板之间允许有少量因滤布毛细现象引起的泄漏。
6、压缩空气阀,按操作规程启用,不能同时启用,隔膜挤压压缩空气的压力不能超过过滤压力。
