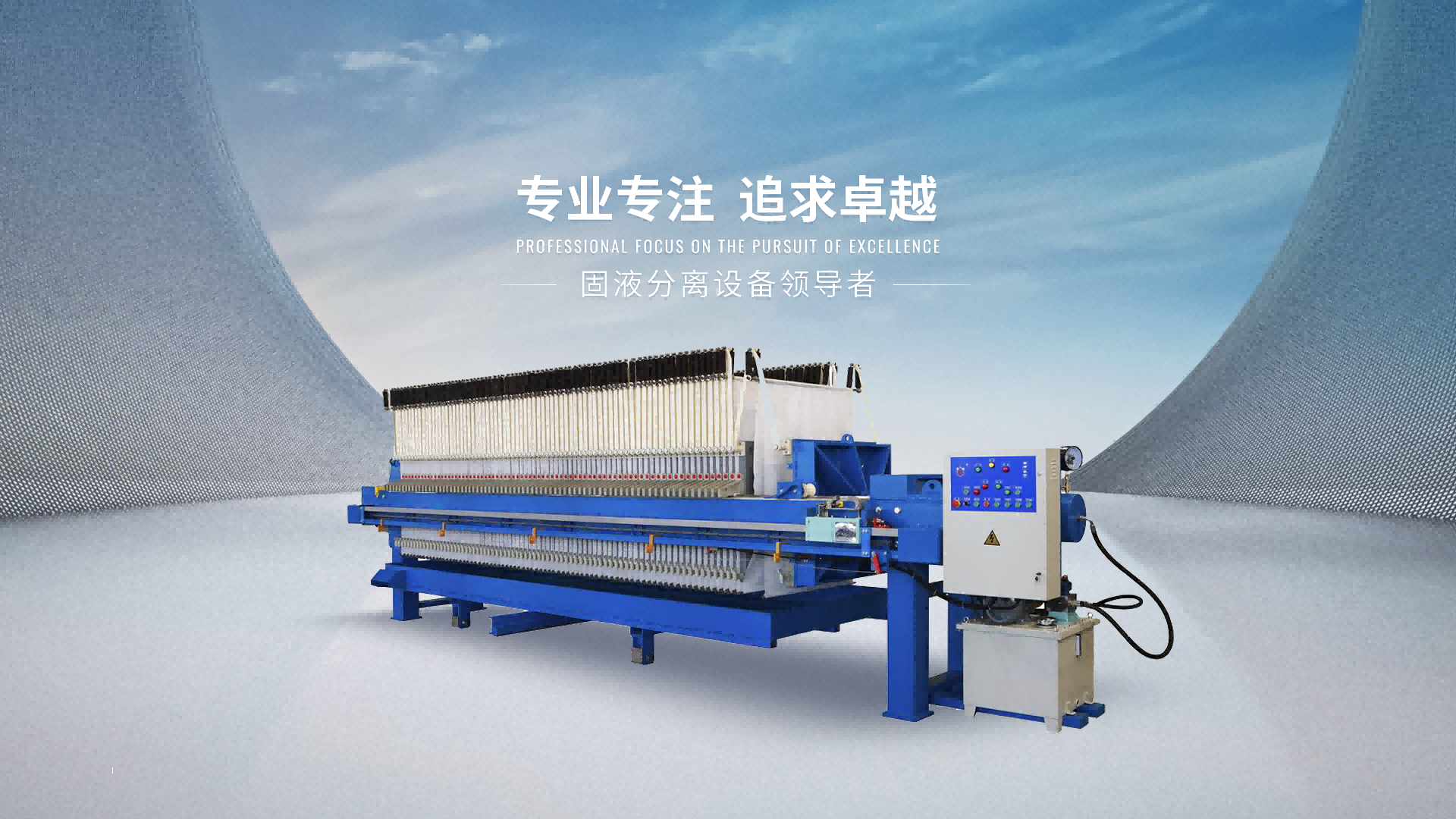


整个压滤机的严密性试验:
额定压力时,用塞尺检查密封面之间的间隙。密封面的标准不超过1.5毫米,排除液体的水压为引入液体的1.25倍,并保持5分钟,以便测试密封类型。向液压压紧装置施加1.25倍的额定压力,停止加压后20分钟内观察压紧装置上压力表的压降,检查压紧装置各部件外露接头的密封情况。噪声应控制在GB/T10894标准以下;压滤机滤板开启机构:连续开启30次;逐个打开,连续操作10次。手动拉开压滤机滤板的压滤机,压榨装置应连续运行5个周期。这样就可以保持滤板牵拉机构的合理性。
压滤机焊缝检查:因为压滤机运行时会在装置内产生高压,对焊缝的要求也很高,不能马虎。焊缝标准一般按规定执行。
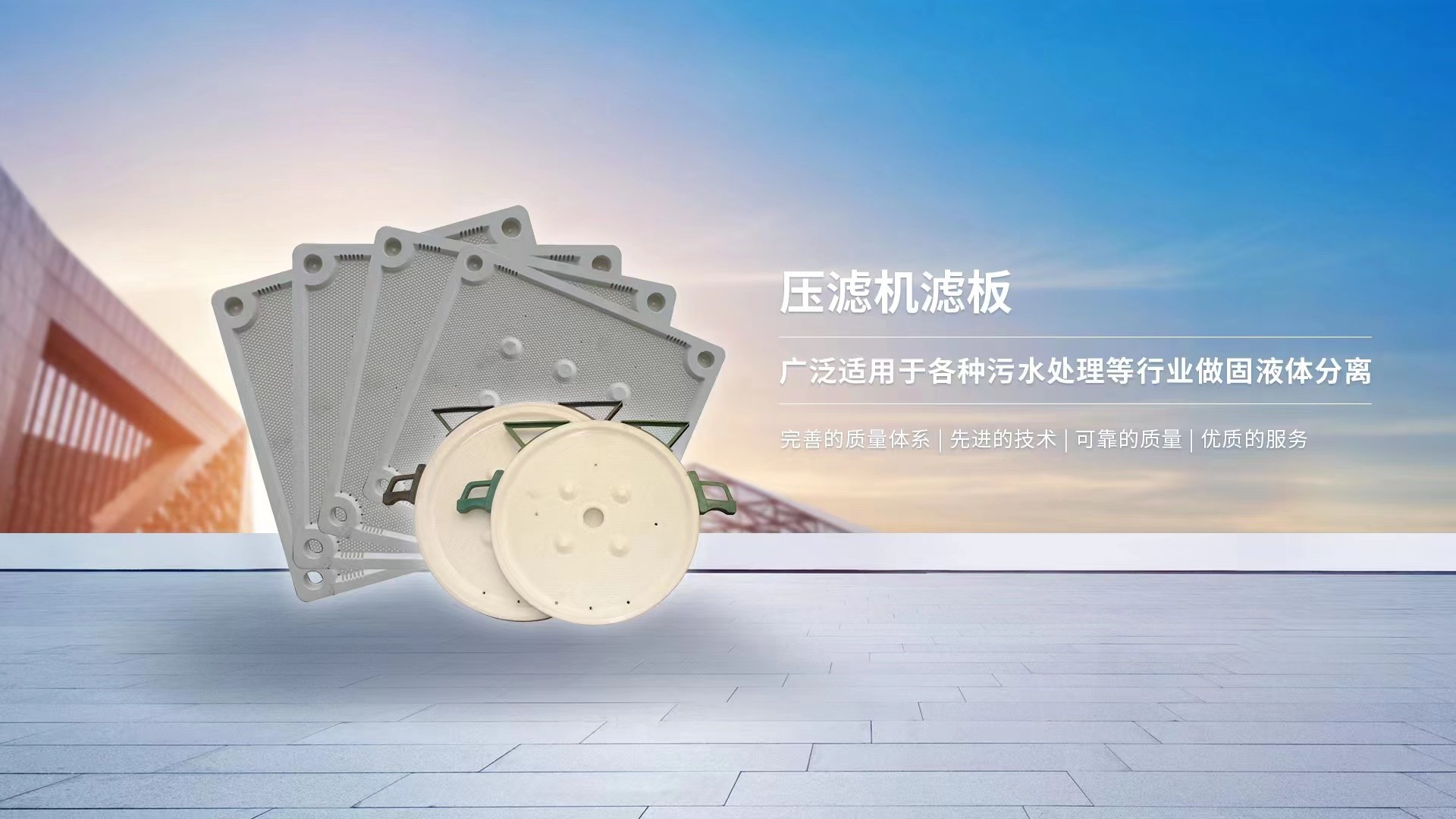
滤板、滤框和进料板的密封试验
滤板、滤框和进料板密封面的厚度公差尽可能小。滤板、滤框、压板、止推板和进料板密封面的粗糙度滤板、压板、滤框、止推板和进料板密封面的粗糙度应符合规定。压滤机滤板和过滤器框架的密封性能和强度将作为一个待检查的过滤器单元。需要注意的是:滤板的过滤面要有一个便于两侧同时压缩试验的通孔,安装在试验台上,用1.25倍额定压缩力压紧。然后向过滤室输入1.25倍额定压力的水压,保持1分钟,检查各密封面的密封情况和出液口的连接情况。压滤机关闭截止阀,观察过滤压力在2分钟内的压降。拆下过滤装置,逐个检查滤板和滤框的损坏情况。
